Autor:
Christy White
Loomise Kuupäev:
10 Mai 2021
Värskenduse Kuupäev:
14 Mai 2024

Sisu
Kaetud elektroodiga kaarkeevitus on kahe metallitüki ühendamise protsess, mis toimub elektri kaare kuumusega, mida hoitakse kaetud metallelektroodi otsa ja tooriku vahel. Selles artiklis kirjeldatakse nende kaetud elektroodide ja lihtsa trafo tüüpi keevitusmasina kasutamist.
Sammud
Mõistage elektrilise kaarkeevitusprotsessi kaetud elektroodiga. a elektrikaar see moodustatakse keevitusvarda (kaetud elektroodi) otsas, kui elektrivool läbib väikest õhupilu ja jätkub mööda keevitatavat metalli. Siin on mõned mõisted ja nende vastavad kirjeldused, mida selles artiklis kasutatakse:
- Jootmismasin. See nimi antakse masinale, mis muundab 120–240 volti vahelduvvoolu (vahelduvvoolu) sobivaks keevitusvooluks, tavaliselt 40–70 volti vahelduvvooluks, aga ka muudeks alalisvoolu pingeteks (alalisvool). Tavaliselt koosneb see suurest ja raskest trafost, pinge reguleerimise vooluringist, sisemisest jahutusventilaatorist ja voolutugevuse valijast. Mõiste keevitaja kehtib isiku kohta, kes teostab keevitust. Keevitusmasina kasutamiseks on vaja keevitajat.
- Keevituskaablid. Need on isoleeritud vaskjuhtmed, mis tekitavad keevitatava osa jaoks madala pinge ja suure voolutugevuse.
- Elektroodi hoidik. Elektroodi hoiab keevituskaabli otsas olev seade, mida keevitaja kasutab keevitustööde tegemiseks.
- Maandusühendus. See on kaabel, mis viib vooluahela lõpule, st tooriku külge kinnitatud haardeseade, mis võimaldab elektril läbida keevitatavat metalli.
- Amprid. See on elektriline termin, mida kasutatakse elektroodile voolu voolu taseme kirjeldamiseks.
- DC (alalisvool) ja vastupidine polaarsus. See on erinev kaar / elektroodide keevitamise süsteemis kasutatav konfiguratsioon, mis tagab suurema paindlikkuse, eriti keevitusrakendustes riputatavates kohtades või metallisulamites, mis vahelduvvooluga hästi ei keevita. Seda voolu tootval keevitusmasinal on alaldi vooluring või selle voolu tarnib generaator ja see on palju kallim kui tavaline vahelduvvoolu keevitusseade.
- Elektroodid. Spetsiifilistes sulamites ja metallitüüpides, näiteks valatud või tempermalmist, roostevabast või kroomterasest, karastatud alumiiniumist ja süsinikterasest, kasutatakse palju spetsialiseeritud keevituselektroode. Tüüpiline elektrood koosneb spetsiaalse kattekihiga kaetud vardast, mis põleb kaare säilimisel, tarbides hapnikku ja tekitades keevitustsoonis süsinikdioksiidi, et vältida mitteväärismetalli oksüdeerumist või leegiga põlemist keevitusprotsessi ajal . Need on mõned levinumad elektroodid ja nende vastavad kasutusalad:
- E6011 elektroodid on süsinikterasest tsellulooskiudkattega. Esimesed kaks elektroodi identifitseerimisnumbrit on tõmbetugevus, mõõdetuna naelades ruut tollides korda 1000. Selles elektroodis on takistus 60 000 PSI.
- E6010 elektroodid on vastupidise polaarsusega ja neid kasutatakse tavaliselt auru- ja veetorude keevitamiseks, need on eriti kasulikud metallide keevitamiseks peatatud, kuna metall hoiab vedelas olekus oma positsiooni, lohistades sellest keevituspiirkonda alalisvoolu voolu elektrood metalli töötlemiseks.
- Muud tüüpi elektroodid E60XX on saadaval, kuid E6011 elektroode peetakse tavaliste varraste jaoks standardiks ja E6010 elektroode peetakse polaarsuse inversiooni ja alalisvoolu keevitamise standarditeks. Seetõttu ei käsitleta seda tüüpi teisi liike.
- E7018 elektroodid on kaetud madal vesinikuvool tõmbetugevusega 70 000 PSI. Neid elektroode kasutatakse teraskonstruktsioonide kokkupanekuks ehituses ja ka muudes rakendustes, kus on vaja raskeid materjale ja ülitugevaid keevisõmblusi. Pidage meeles, et kuigi need elektroodid pakuvad suurt tugevust, ei pruugi need korralikult töötada, kui õiget voolutugevust ei rakendata või kui kasutatakse roostetud, värvitud või tsingitud terasdetaile. Neid elektroode nimetatakse madala vesiniku sisaldusega katse tõttu säilitada neis madala vesiniku sisaldust. Neid tuleb hoida ahjus temperatuuril vahemikus 250–300 ° F. See temperatuur on kõrgem kui vee keemistemperatuur, mis on merepinnal 212 ° F. See hoiab ära õhuniiskuse kokkupuute elektroodi metalliga.
- Nikkel-, raud- või nikkel-raua sulamielektroodid. Neid elektroode kasutatakse keevitamiseks malmist, kõrgtugevast või tempermalmist ning need on suurema kleepumisega, et võimaldada keevitatava materjali paisumist ja kokkutõmbumist.
- Erinevad metallvardad. Need on valmistatud spetsiaalsetest sulamitest ja sobivad pehme karastatud terase või sulamite keevitamiseks.
- Alumiiniumvardad. See on uus tehnoloogia, mis võimaldab alumiiniumi keevitamist tavalise keevitusseadmega, selle asemel, et kasutada taskulambi tüüpi toitetoru, näiteks MIG (metall, inertgaas) või TIG (volfram, inertgaas) keevitamine ).
- Elektroodide suurused. Elektroodid on erineva suurusega, mõõdetuna iga varda metalli läbimõõdu järgi. Kergete terasvarraste jaoks on saadaval läbimõõdu vahemik 1/16 tolli kuni 3/8 tolli ja kasutatud suurus määratakse keevitusmasina voolutugevuse ja keevitatava materjali paksuse järgi. Iga varras töötab antud amprivahemikus paremini. Antud varda suuruse jaoks õige voolutugevuse vahemiku valimine sõltub alusmaterjalist ja soovitud läbitungimisest.
- Turvavarustus. Ohutuks keevitamiseks on vaja omada ja osata selle ülesande jaoks õigeid turvavahendeid kasutada. Siin on mõned ohutuks keevitamiseks vajalikud esemed.
- Keevitusmask. See on mask, mida kasutatakse keevitava inimese kaitsmiseks keevitusel tekkiva elektrikaare välgu ja sädemete eest. Kaarekeevitusläätsed on tumedad, kuna kokkupuude elektrikaarega võib põhjustada võrkkesta põletust. Hämardatavuse tase 10 on minimaalne, mida on vaja elektrikaarekeevitusel kasutatava objektiivi jaoks. Keevitusmaskid a-ga eemaldatav tõste on juba soovitatud, kuna tumedat objektiivi saab tõsta ja keevitaja silmad oleksid endiselt klaasist läätsega kaitstud laastude või keevisõmbluse jäänuste eest. Täna on kõige enam soovitatav kasutada viimaseid isetumenevaid keevitusmaske. Nendes maskides on lääts heledam ja kaare moodustumisel tumeneb see automaatselt.
- Keevituskindad. Need on spetsiaalsed ja isoleeritud kindad, mis ulatuvad umbes 6 tolli randmetest kõrgemale ning vastutavad keevitaja käte ja alakäte kaitse eest. Samuti pakuvad need piiratud kaitset juhusliku põrutuse eest, kui keevitaja puutub elektroodiga kokku.
- Keevitus põll. See on nahkrõivas, mis katab keevitaja õlad ja rind, mida kasutatakse töökohtades, kus sädemed võivad keevitaja rõivaid süttida või põletusi põhjustada.
- Töösaapad. Keevitaja peab kandma vähemalt 6-tollist paeltega saapa, et sädemed ja kuum räbu jalgu ei põleks. Nendel saapadel peab olema isoleeriv tald, mis on valmistatud materjalist, mis ei sula ega põle kergesti.
- Õppige õigesti, kuidas teha edukat keevisõmblust. Keevitamine on midagi enamat kui keevitusvarda läbimine läbi kahe detaili, et need omavahel kokku liimida. Protsess algab detaili nõuetekohase reguleerimise ja ohutuse tagamisegavõi keevitatav metall. Paksemate tükkide jaoks võib olla vaja teha faas ja seejärel täita see keevispunktidega. Need on lihtsa keevisõmbluse teostamise põhiprotseduurid.

- Koostage vibu. See on elektrikaare loomise protsess vahel elektrood ja toorik. Kui elektrood laseb voolul lihtsalt maandatud toorikusse otse läbi viia, ei teki metallide sulatamiseks ja sulatamiseks piisavalt soojust.
- Liigutage kaare, et luua a nöör . Kera koosneb elektroodi sulametallist, mis voolab koos mitteväärismetalli sulametalliga, täites ruumi keevitamise teel ühendatavate osade vahel.
- Reguleerige keevisõmblust. Seda saab teha kaare liigutamisel edasi-tagasi, siksakilise mustrina või kirjeldades keevisõmbluse 8-d selliselt, et metall jaguneb täielikult keevitatavate osade vahel olevasse ruumi.
- Kiibi ja harja keevisõmblus käikude vahel. Iga kord, kui täidate a viimanevõi keevisliini ühest otsast teise, peate selle eemaldama räbu, või sulatatud materjal keevisõmbluse pinna elektroodilt, nii et järgmise läbimise jaoks täidetakse keevisõmblusega ainult puhas sulametall.

Koguge kokku keevituse alustamiseks vajalikud tööriistad ja materjalid. See tähendab, keevitusseade, elektroodid, kaablid ja klambrid ning keevitatav metall.
Valmistage ette ohutu tööala, eelistatavalt teraslaua või muu mittesüttiva materjaliga. Harjutamiseks piisab paarist vähemalt 3/16 tolli paksusest süsinikterase tükist.

Valmistage ette keevitatav metall. Kui metall koosneb kahest osast, mis tuleb keevitusprotsessiga ühendada, a ettevalmistamine, tehes faasi külgedel, mis liidetakse. See võimaldab: läbitungimine piisavalt keevituskaare, et mõlemad pooled liita, nii et materjalide vaheline ruum oleks täielikult täidetud. Keevisõmbluses puhta sulametalliga töötamiseks peate vähemalt eemaldama kõik värvid, rasvad, rooste ja muud saasteained.
Pange klambrid, et vajadusel tükke koos hoida. Rõhutangid ja C-ühendused on head alternatiivid. Spetsiaalsete projektide puhul peate võib-olla kohandama toorikute kaitsmiseks erinevaid tehnikaid kuni nende ühendamiseni.
Asetage maapinna klamber suurimale keevitatavale osale. Otsige puhast ala, nii et elektriskeemil oleks minimaalne takistus. Rooste või värv segab jällegi teie tooriku maandamist, mis raskendab kaare loomist keevitamise alustamisel.
Valige töö jaoks õige varraste ja vooluvahemik. Näiteks 1/4-tollise terasplaadi saab tõhusalt keevitada, kasutades 1/8-tollist E6011 elektroodi ja vahemikus 80–100 amprit. Pange elektrood elektroodi hoidikusse või hoidikusse, veendudes, et hoidiku juhtiv materjal oleks kontaktis elektroodi puhta metalliga.
Lülitage keevitusseade sisse. Peaksite kuulma trafo helisemist. Jahutusventilaatori heli võib olla kuulda või mitte, kuna osa töötab ainult siis, kui jahutamine on vajalik. Kui te ei kuule müra, peate kontrollima voolu toiteahelat ja paneeli kaitselüliteid. Keevitusmasinad vajavad töötamiseks märkimisväärselt palju energiat, tavaliselt on spetsiaalne vooluahela võimsus 60 amprit või rohkem 240 volti juures.
Hoidke isoleeritud käepideme abil oma valitsevas käes olevat tuge nii, et varras oleks sellises asendis, et keevitamine oleks võimalikult loomulik. Tõstke oma keevitusmaski piisavalt, nii et näete ja liigutate elektroodi toorikust vaid mõne tolli kaugusel, olles silmade kaitseks valmis seda laskma. Selle saamiseks võite proovida elektroodi puudutamist keevisõmblusega sensatsioon enne seadme sisselülitamist, kuid pidage meeles Ärge kunagi tootke elektrikaari ilma oma silmi korralikult kaitsmata .
Valige punkt, kus soovite keevitama hakata. Asetage elektroodi ots selle lähedale ja laske mask maha. Elektriahela lõpuleviimiseks peate elektroodi otsa "puudutama" metalli vastu ja viivitamatult pisut laiali sirutama, et tekiks elektrikaar elektroodi otsa ja keevitatava metalli vahele. Teine viis kaare loomiseks on tiku süütamine. Väike õhupilu loob vooluringis kõrge takistuse, mis tekitab kaare leegi või plasma ja soojuse, mis on vajalik elektroodi ja külgneva metalli keevitusala vedeldamiseks.
Asetage elektrood vastu metallpinda, tõmmates seda elektrikaare tekkimisel pisut tagasi. See võtab praktikat, kuna erinevad elektroodi läbimõõdud ja keevitusamperatuurid vajavad erinevat vahekaugust elektroodi otsa ja tooriku vahel, kuid kui suudate säilitada pidevat vahekaugust, tekib nende vahel pidev elektrikaar. Tavaliselt peaks kaare vahekaugus olema suurem kui elektroodi läbimõõt. Harjutage kaare stabiliseerimist, hoides elektroodi toorikust umbes 1/8 kuni 3/16 tolli kaugusel ja seejärel alustage seda keevitatavat rada pidi. Elektroodi liigutades metall sulab, täites selle piirkonna sulametalliga ja moodustades sellega oma keevisõmbluse.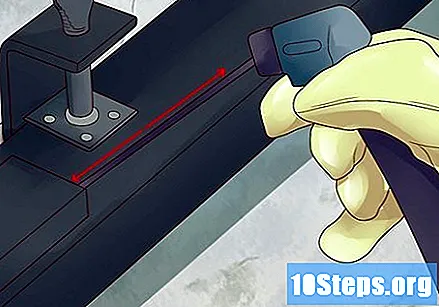
Harjutage elektroodi läbimist keevituspiirkonnast, kuni saate säilitada ühtlast kaari, liigutades seda konstantse, ühtlase kiirusega. Kui olete kaare juhtimise omandanud, alustage keevisõmbluse ettevalmistamist. Nöör on metalldetail, mis ühendab need kaks osa. Nööri loomisel kasutatav tehnika sõltub tükkide vahelise ruumi laiusest ja sügavusest. Mida aeglasemalt elektroodi liigutate, seda sügavamalt keevisõmblus metalli tungib. Suurematel aladel moodustavad siksakilised või lainelisemad elektroodi otsaga liigutused laiema keevisõmbluse.
Hoidke kaar stabiliseeritud, liigutades seda piki keevisõmblust. Kui elektrood kleepub metalli külge, tõmmake hoidik välja, et vabastada see hoidiku pistikust või keevitatud metallist. Kui kaar purunes, kuna jätsite elektroodi metallpinnast eemale, peatage protsess ja puhastage räbu keevitatavast kohast, et saaksite sealt uue kaare toota, nii et teie uut keevisõmblust ei saastaks räbu. Ärge kunagi tehke uut keevisõmblust üle räsitud ala, kuna see põhjustab halba ja halvasti tehtud tööd
Harjutage elektroodi liigutamist a-s pühkima laiema nööri loomiseks. See võimaldab teil ühe käiguga täita rohkem keevisõmblust, jättes puhtama ja ühtlasema keevisõmbluse. Elektroodi tuleb liigutada külgmistes liikumistes läbi keevituspiirkonna, kas siksakiliselt, kõverate või lainetena või 8-d kirjeldavate liikumistega.
Reguleerige oma keevitusmasina väljundvoolu amplituud vastavalt keevitatavale materjalile ja ka kaare soovitud läbilõikele. Kui märkate, et keevisõmbluse serval on kraatrid või külgnev metall on sulanud või põleb, vähendage voolutugevust järk-järgult, kuni olukord normaliseerub. Kui teisest küljest on teil raskusi kaare tekitamise või hooldamisega, võib osutuda vajalikuks ampri tugevust suurendada.
Puhastage valmis keevisõmblus. Pärast keevisõmbluse viimistlemist peate räbu eemaldama ja keevisõmbluse korralikult puhastama, et maal näeks parem välja, või lihtsalt lõpptoote esteetika huvides. Haki kogu räbu ja pese keevisõmblus võõrkehade ja allesjäänud räbu eemaldamiseks. Kui pind peab olema täiesti tasane, et keevitatud osa saaks teise osa külge kinnitada, kasutage keevisõmbluse ülemise või ülemise osa eemaldamiseks sobivat tööriista. Puhas keevisõmblus, eriti pärast selle kavandamist, hõlbustab mullide või muude defektide tuvastamist, mis võivad keevitamise ajal tekkida.
Korrosiooni vältimiseks värvige keevisõmblus sobiva materjaliga. Keevitatud pind võib korrodeeruda kiiremini kui detaili muud osad, eriti kui osa puutub kokku niiskusega.
Näpunäited
- Kahe suure detaili ühendamisel tehke nende tõhusaks fikseerimiseks piki keevitatavat piirkonda väikesed jootmispunktid, et vältida nende kahe osa eraldumist.
- Mõned inimesed kuula keevisõmbluse kvaliteedi hindamiseks elektrikaare tekitatavad helid. Pragunemine või pragunemine võib viidata ebaühtlasele kaare vahekaugusele või ebapiisavale voolutugevusele.
Hoiatused
- Metall püsib pärast keevisõmbluse valmimist pikka aega kuum, seetõttu hoidke lemmikloomi ja lapsi tööpiirkonnast eemal, kuni kõik materjalid on jahtunud.
- Kontrollige kaableid ja ühendusi, et vältida juhuslike elektrilöökide võimalust.
- Kaarkeevitusmasinad kasutavad suure voolutugevusega voolu, mis on eriti ohtlik. Seega olge kaablite ja klambriga ettevaatlik. Ärge kunagi keevitage ilma korraliku väljaõppeta niisketes oludes või niiske materjali peal.
- Kaitske ennast põletuste eest, kattes oma naha kinnaste ja maskidega. Ärge kunagi jootke ilma kaitsemaskita.
- Vältige aurude sissehingamist keevitusprotsessist. See kehtib eriti tsingitud või pinnatud materjalide ja metallide kohta, mis on värvitud oksiidkrundiga.
- Elektrikaare ere valgus võib põhjustada päikesepõletusetaolisi põletusi, seetõttu kandke säriala vähendamiseks pikkade varrukatega särke ja pikki pükse.
Vajalikud materjalid
- Keevitusmasin koos selle ühenduste, pistikute ja elektroodidega.
- Tööriistad keevisõmbluste ettevalmistamiseks ja puhastamiseks, sealhulgas hakkimishaamer, traatharja ja teritaja.
- Turvavarustus
")

